

粘模是充型金属液高压高速反复冲击模具,致使模具钢表面和铸造合金产生化学反应,在模具表面形成化学反应层,导致铸件粘模的现象,一般粘模最严重的是型芯。压铸件外观粘模时,轻者表面粗糙,影响外观粗糙度;重者表面脱皮、缺肉、拉伤、拉裂,甚至造成铸件漏气。粘模的形成与扩展不仅降低铸件的表面质量和尺寸精度,破坏模具表面特别是模具的浇道位置的致密层,而且增加模具修复工时与成本,甚至导致铸件废品和模具的早期失效。
脱模剂与粘模的关系
压铸是动态热力学过程,铝锌等合金有很强的附着至型腔表面的趋势,喷涂脱模剂能充当型腔和液态金属间分型剂的作用,防止金属粘附到型腔表面。脱模剂的慎重选取(成分,结膜温度,发气量,残留物,结膜强度,对后续表面涂镀的影响等)与合理的操作工艺(脱模剂浓度,模温分布,雾化工艺,喷涂时间及距离等)是防止粘模的重要因素。
半个多世纪以来,随着压铸技术的进步,脱模剂也相应改善。这些改善包括脱模剂成分,成膜性,耐温性,润滑性,防止粘模与焊合,以及符合环保要求,对身体无害并安全。由早期的油+石墨涂料,向水基涂料发展,从普通油基皂质乳液系列到目前广泛应用的改性硅油系列的水基脱模剂,无水浓缩脱模剂(用于微喷涂),并向反应性半永久涂料和粉体无机涂料发展。但至今,尚没有一种脱模剂既能提供所有可能的性能又没有使用限制或缺点。半永久型涂料已试用于锌合金压铸,它与模具表面系化学联结,698ºC时涂层稳定,但易磨损掉,需设法延长其耐用性。对铝和镁合金的压铸来说,主要是如何提高涂层的热稳定性,从环保和安全的角度,还应顾及降低或消除其中的有害溶剂。近些年来,大量研究工作指向半永久模和永久模,通过开发新涂层,克服焊合与粘模,最终弃用脱模剂,这是颠覆性的创新。然而至今获得的成果尚不能实现工业应用,主要问题是涂层的持久性、涂覆方法及价格问题。
在可预见的将来,对各类脱模剂的开发研究仍然必不可少。压铸件成型表面与模具表面之间有相当大的接触压力,压铸时铸件受到三向非均匀分布的压应力,因此喷涂脱模剂结成的润滑膜易破裂,高温也使润滑膜产生化学变化。成型过程中二次挤压会有少量新的金属表面出现,新的表面物理化学性能与原先的金属表面不同,也没有润滑剂保护,易与模具粘着,使模具磨损。同时铸件内部变形不均匀分布所产生的附加应力和残余应力,也增加了取件的难度,直至粘模。
对于模具来说,由于压铸工艺和模具温度场的变化,成形过程是一种间断的非稳定的摩擦,且模具不同部位各不相同。在此状态下的润滑机理不能用普通物理学中的库仑摩擦定理进行分析与描述。国内外专家曾先后提出机械—分子摩擦理论,黏着—梨沟摩擦理论,边界摩擦,混合摩擦,弹性黏流摩擦理论等,同时研究了各种复杂化学成分的润滑剂。
以前用来降低模具粘铝的石墨脱模剂,由于对环境的影响现在已经不再采用。脱模剂的机理是在铸件和模具之间形成一层防护膜,同时防止铝合金液与模具表面直接接触。这就要求脱模剂要有足够的强度来承受铝合金液的分离与冲击。模具表面的温度一般控制在合金浇注温度的35%~45%,以便脱模剂能充分吸附在模具表面上,对模具起到防护作用。模具的近浇口部位、深凹槽部位容易发生粘铝。发生铝合金粘模的模具表面形状如图示。这些不规则小凹坑的最初直径约为0.6微米,最后慢慢地发展成为直径达3.6微米的小凹坑。随着形成粘模倾向的增强,这些小凹坑的直径可以达到15µm,最终形成裂纹。这些小凹坑和裂纹最后都充满了铝,并且还可能发生机械粘接。脱模剂的作用是分离模具与压铸件的表面,降低模具的损伤,使铸件表面光洁,同时
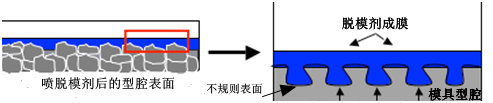
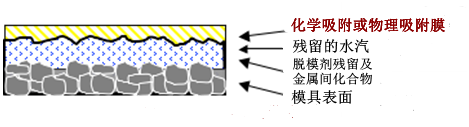
对模具起到冷却、调节与控制的作用。脱模剂与模具表面可以产生非极性或极性物理吸附膜,化学吸附膜及化学反应膜。当脱模剂中没有极性分子时,脱模剂只能在模具表面产生非极性物理吸附膜;反之则产生极性物理吸附膜。后者的强度要大于非极性物理吸附膜。当脱模剂组分中的原子与模具表面的原子可使用共同的电子时,就会在模具表面产生化学吸附膜。其强度又高于极性物理吸附膜。在一定的接触压力和温度下,脱模剂中的极压剂也可能与模具表面发生化学反应产生化学反应膜。它的强度又大于化学吸附膜。一般说来,脱模剂的吸附膜强度越高,防止粘模的效果越好。因此根据不同的压铸件,选择相应的脱模剂以形成高强度的吸附膜是非常重要的。
用一般矿物油制备的水基脱模剂,为非极性烃类有机化合物(CnH2n+1)。所形成的薄膜对模具表面的吸附力和分子本身的内聚力都很弱,膜强度很低。用动植物油,如脂肪酸,脂肪酸钠皂,酸类(R-O-H)等制备的水基脱模剂,其内部一端为非极性的烃基,另一端为极性端,这种具有永久偶极的分子与模具表面接触时,极性端与模具表面吸引,而非极性端朝外,定向排列在金属表面上,其吸附分子的层厚仅几个纳米,当有极化添加剂加入时,它可以聚合在模具表面形成固体膜,同时加强分子的侧面吸附力。这种物理吸附膜的强度和润滑性远高于非极性分子的物理吸附膜。
物理吸附膜对温度很敏感,被吸附在模具表面上的极性分子处在不断吸附和脱附的动态平衡状态。温度上升,脱吸增多,吸附膜厚度减小,边界吸附膜强度降低,使分子脱吸,乱向,甚至薄膜熔化,反之亦然。物理吸附膜只在低接触压力和低温条件下有效,因此这类脱模剂只能在低模温下发挥作用。物理吸附没有选择性,而化学吸附具有明显的选择性,即某种吸附剂只对某些物质有吸附作用。因此应根据模具和压铸材质,压铸工艺条件(如模温,铸件壁厚,充型温度,压力等)选用不同的脱模剂,才能获得理想的效果。以改性硅油高分子聚合物为主体制备的水基脱模剂,其极性分子与模具表面是化学结合,属于化学键力与表面结合形成的化学吸附。故膜的耐热性好,热稳定性高,吸附膜不可逆,附着力强,离型效果好。虽然价位略高,但对于要求高模温、高压力、大型薄壁复杂件的压铸,其防止粘模优势明显。
喷涂工艺对防止粘模很重要。操作工发现粘模,往往自然推理,认为是浓度低或剂量少,成膜太薄,不足以抵抗金属液的热应力和紊流冲击,随即在粘模处多喷一些脱模剂。其结果往往是造成局部涂料堆积或残留,引发气孔,使问题更复杂化。正确的做法应是在已发生粘模的区域,涂覆一种具有抗粘模性的膏剂---防粘蜡,进行特殊处理。防粘蜡是一种易于涂刷的抗焊合软膏,它由半合成的高温原材料配制而成。有效组分不含有害物质,膏剂中耐高温的钨基化合物或者钼基化合物含量较高,可以有效地避免铝合金的界面效应,阻止粘模。
模温是影响脱模剂吸附效果的重要因素。太低(低于150ºC),模温迅速降至水的汽化点以下,脱模剂无法沉积在模具表面,只是从模具表面一冲而过,且载体水来不及汽化易导致弥散性气孔;模温过高,(398ºC以上),脱模剂被模具表面蒸汽层排斥,均会使脱模剂吸附量大降,只有达到脱模剂本身特性要求的润湿温度,才能真正与模具表面接触形成致密的涂层,起到隔离作用。
喷射工艺也直接影响吸附效果,一般喷射管路气压比脱模剂压力高0.35-0.70bar时(大面积喷涂可能要求1.05bar),雾化效果好;对于微喷涂和脉冲喷涂,雾化效果更为重要。至于喷涂时间,短至0.10-2.0秒就足以形成足够厚的隔离膜,脉冲喷涂的时间就在这个范围,但因脱模剂目前还被大量用来冷却型腔,一般要5.0-120秒,显然部分脱模剂只是流过模具表面被浪费掉了。随着更复杂精确的自动喷射装置的出现,喷射角度和距离只需在投产前调优固定即可。
中国润滑油网致力于好文分享与行业交流,文章不代表平台观点。感恩原创作者,版权归原创作者所有。如不慎涉及侵权,请留言删除。欢迎转载分享。
中国润滑油网致力于好文分享与行业交流,文章不代表平台观点。感恩原创作者,版权归原创作者所有。如不慎涉及侵权,请留言删除。欢迎转载分享。





相关评论